 Рус
Рус  Укр
Укр Электроэрозионные работы
на оборудовании с ЧПУ
Технолог (цитата)
“Мы всегда стараемся делать детали красивыми, даже если этих требований нет в чертеже.”

Электроэрозионные работы
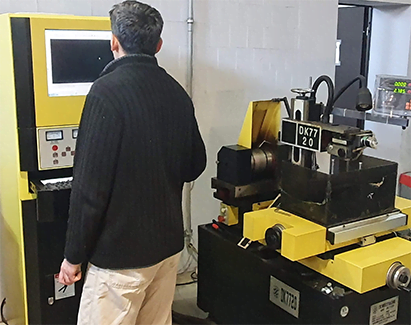
Проволочно-вырезной станок струйного типа серии TOSUN DK7720, используемый на нашем предприятии, служит для обработки любых токопроводящих материалов, независимо от их твердости. Применяется при обработке сложных контуров, внутренних и внешних фасонных поверхностей, операциях раскроя, изготовлении инструмента, штампов и пресс-форм, деталей приборов, редукторов, зубчатых колес, металлических прокладок, фильер, шпоночных пазов и других деталей.
- Оценка возможности выполнения на имеющемся оборудованиии;
- Подбор заготовки;
- Создание программы для обработки на станке с ЧПУ;
- Описание полного технологического процесса изготовления;
- Установка заготовки на станок и обработка;
- Прохождение ОТК
- Если это финишная обработка, тоготовая деталь отправляется на склад.
Если нет, отправляется на дальнейшую обработку на токарный или фрезерный участок.
Как это происходит?
Процесс изготовления деталей
на электроэрозионном проволочно-вырезном станке
Технология

Заготовка

Обработка

Качество
Рассмотрим это подробнее:
Технология
Электроэрозионная обработка - контролируемое разрушение электропроводного материала под действием электрических разрядов между двумя электродами, то есть обработка через электрическую эрозию. Один из электродов является обрабатываемой деталью, другой — электрод-инструментом. Разряды производятся периодически, импульсно, так чтобы среда между электродами восстановила свою электрическую прочность. Для уменьшения эрозии электрод-инструмента для разрядов используются униполярные импульсы тока. Полярность зависит от длительности импульса, поскольку при малой продолжительности импульса преобладает эрозия анода, а при большой длительности импульса преобладает эрозия катода. Поэтому на практике используются оба способа подачи униполярных импульсов: с подключением детали к положительному полюсу генератора импульсов (т. н. включение на прямую полярность), и с подключением детали к отрицательному полюсу (т. н. включение на обратную полярность). Для электроэрозионного проволочно-вырезного станка применяется первый вариант.
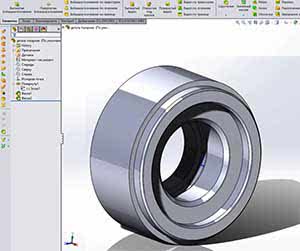
Заготовка для обработки на электроэррозионном оборудовании зачастую бывает полностью готовая деталь после токарно-фрезерной обработки, на которой финишной обработкой считается выполнение методом электроэррозии нужной геометрии сложных контуров, которые невозможно выполнить на каком либо другом оборудовании. А так как качество поверхности после данного вида обработки металла, считается удовлетворительным и шераховатость поверхности не превышает норм Rz20. Деталь может считатся готовой и быть прередана на склад
Обработка
Состоит из нескольких циклов:
- Написание технологом программы для станка с ЧПУ
- разметка заготовки
- установка и фиксация заготовки
- непосредственно электроэрозионная обработка.
На производстве, контроль соответсвия деталей и размеров заявленых в чертеже, осуществляется не только сотрудниками ОТК (отделом технического контроля), но и всеми работниками, которые участвуют в цепочке производства: операторами, выполняющими, кроме операций обработки, также и операции самоконтроля, предусмотренные технологическим процессом; мастерами которые должны лично проверять изготовляемую рабочими продукцию; технологами, которые проверяют работу управляющей программы и оборудования.
Вследствие этого организация технического контроля качества продукции должна отвечать трем условиям.
Первое условие — высокая ответственность рабочих, мастеров и всех работников производства, осуществляющих тот или иной контроль качества изделий, и строгое соблюдение технологии.
Второе условие—это непрерывное совершенствование технологии производства и технического контроля; обеспечение и поддержание на всех операциях исправного состояния оборудования, оснастки, инструмента; широкая механизация и автоматизация процессов контроля и сокращение времени на контроль.
Третье условие — правильная организация технического контроля, осуществляемого ОТК.
Почему выбрать нас?
Профессиональное оборудование
Собственное оборудование
электроэрозионной обработки с ЧПУ
Выполнение сопутствующих операций, при изготовлении деталей, используя проволочно-вырезной метод обработки.



